
Nous avons abordé à plusieurs reprises l’impression 3D. Avec la Prusa MK3s et l’Alfawise, nous avons vu l’impression FDM (Fused Deposition Modeling). Il existe d’autres types d’impressions 3D. Aujourd’hui, nous vous présentons l’impression résine également appelée le SLA (Stéréolithographie)…
Elegoo Mars Pro
Pour la réalisation de cet article, j’ai contacté Elegoo afin de pouvoir vous présenter au mieux cette méthode et son résultat. En aucun cas je n’ai reçu d’indication ou recommandation du fabricant J’ai été 100% libre. Cet article est non sponsorisé.
SLA, comment cela fonctionne ?
Le fonctionnement est simple. A la base de de l’imprimante, nous avons des LED UV. Au-dessus, il y a un écran LCD qui ne possède que la partie des cristaux liquides. Ainsi, quand l’écran génère du blanc, il devient transparent et laisse donc passer la lumière UV. L’écran LCD va dessiner chaque couche. L’exposition aux UV durant quelques secondes va faire durcir (polymériser) la résine. Ce procédé rend les impressions plus rapides. Ici, en seulement quelques secondes, la couche sera faite, contre plusieurs dizaines de secondes avec une imprimante FDM. Sur la seconde photo, vous apercevez les LED UV et le rectangle dessiné par l’écran LCD.


Mise en pratique avec la Elegoo Mars Pro
Pour la mise en pratique, Elegoo m’a envoyé une Elegoo Mars Pro. Ce n’est pas son dernier modèle car la Mars Pro 2 est sortie récemment.
Caractéristiques
- Technologie : LCD UV Stéréolithographie ;
- Source UV : longueur d’onde 405nm ;
- Résolution de l’écran : 2560×1440 ;
- Précision de l’axe Z : 0.00125mm ;
- Épaisseur de couche : 0.01-0.2mm ;
- Vitesse d’impression : 22.5mm/h ;
- Alimentation : 110-220V 50/60Hz 12V6A 72W ;
- Dimension de l’imprimante : 199 x 199 x 409 mm ;
- Volume d’impression : 115 x 65 x 150 mm ;
- Poids : 7.5Kg ;
- Écran de contrôle : 3,5 Pouces tactile ;
- Slicer : ChituBox.
Contenu du carton
Dans le carton, on trouve l’imprimante avec ses accessoires dans une petite boite et enfin le plateau d’impression avec sa tête montée sur rotule.

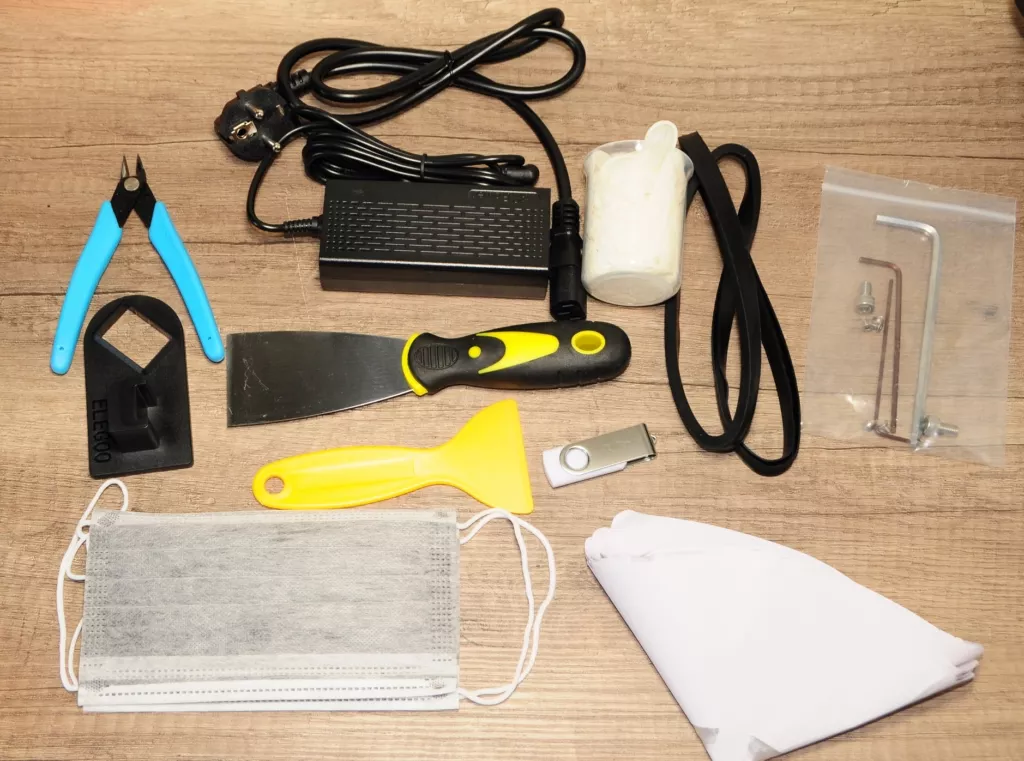
À l’intérieur du petit carton, nous avons :
- Le bloc d’alimentation 12v,
- Une pince pour retirer les supports,
- Des gants pour la manipulation de la résine,
- Un petit récipient (pour doser la résine),
- Un joint en caoutchouc pour le capot,
- Des clés pour la rotule et le démontage de l’imprimante (pour remplacer des pièces par exemple),
- Une spatule en métal pour décoller la pièce du support,
- Une spatule en plastique pour nettoyer le bac de résine,
- Des masques (nécessaires lors de la manipulation de la résine),
- Des filtres en papier pour vider la résine restante dans le pot une fois votre impression terminée,
- Une clé USB avec le slicer et des modèles de test,
- Un support plastique pour incliner le plateau lorsque l’impression est terminée (pour égoutter la pièce).
Ce type d’imprimante demande moins de place au sol. Sa surface d’impression est aussi plus petite que les FDM, même si certains modèles ont des plateaux plus grands… On est encore loin des 250 x 200 x 250 d’une Prusa MK3s par exemple. Une fois le capot ouvert, on repère vite les principaux éléments de l’imprimante avec son unique axe motorisé et le bac pour la résine.


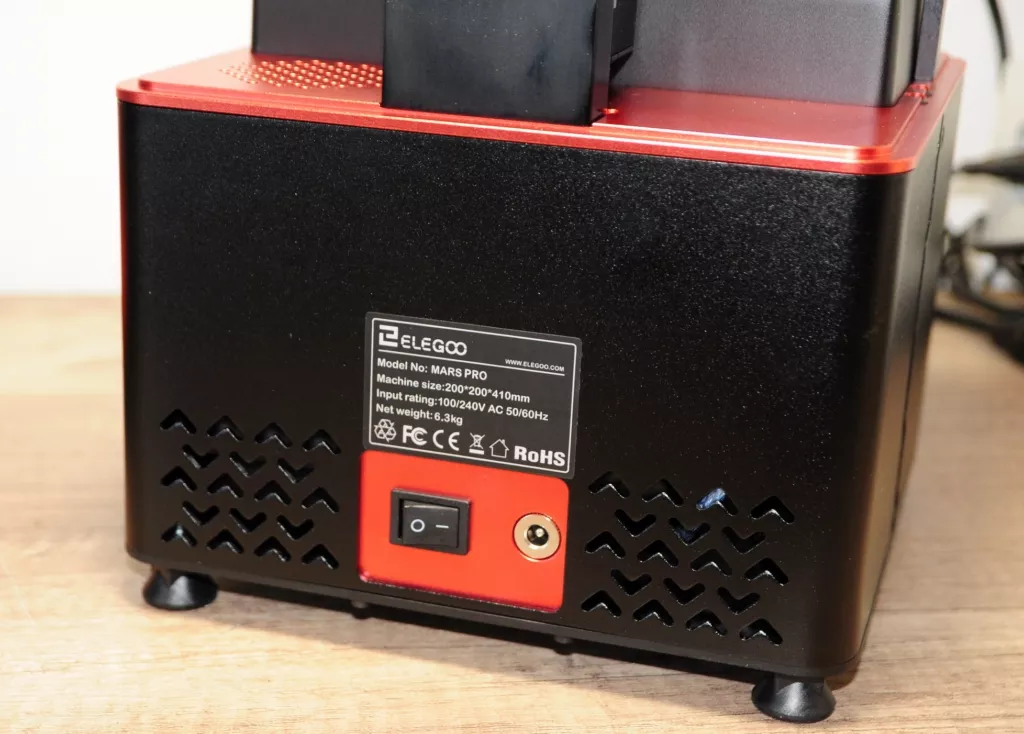
Sur l’avant, nous avons l’écran LCD tactile de 3,5 pouces. Il permet de régler l’imprimante, lancer une impression et son port USB permet d’importer les modèles. Au dos, on retrouve le bouton marche/arrêt et le connecteur d’alimentation.

Sous l’imprimante, nous avons une ouverture de 80 mm pour l’évacuation de l’air chaud.

Imprimante en détail
L’axe Z est monté sur un gros rail de type linaire. Ces rails sont ce qu’il y a de mieux en termes de précision. Une fois le bac retiré, nous pouvons apercevoir l’écran LCD avec une résolution de 2560 x 1440px.
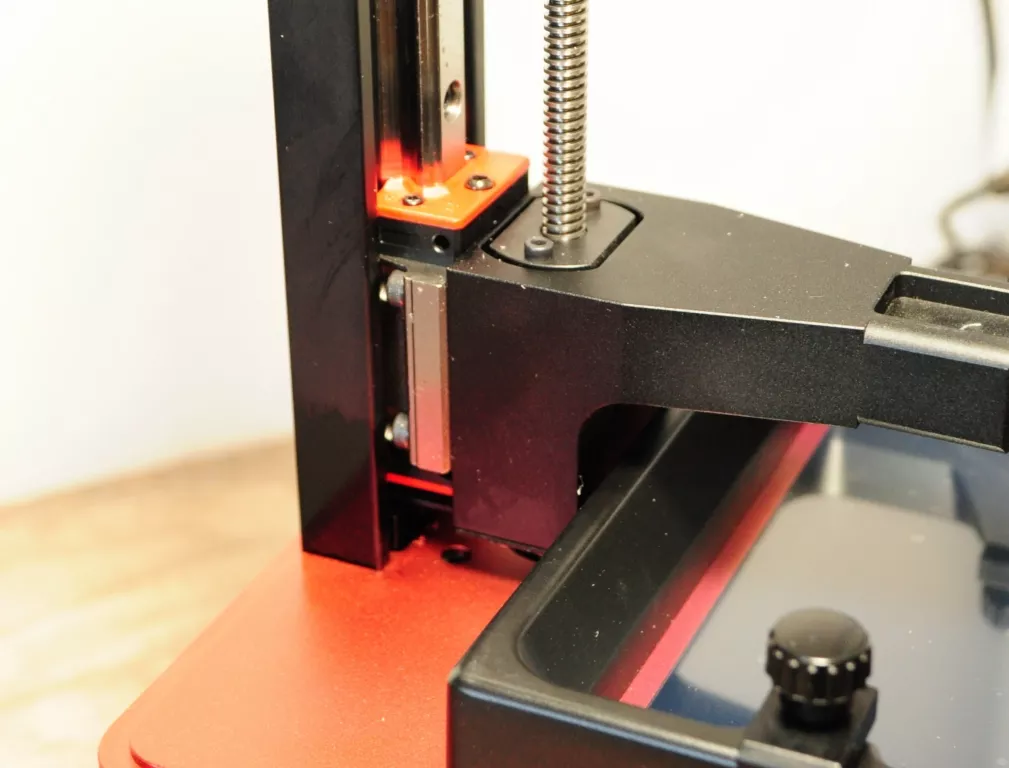

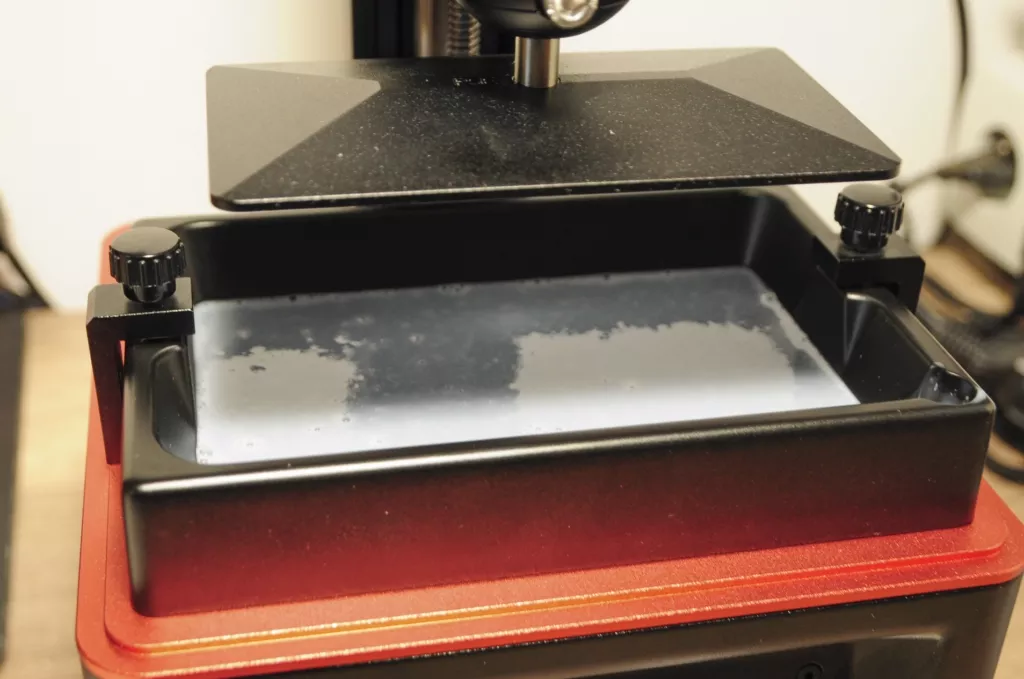
Aussi, le plateau a une surface d’impression de 115 x 65 mm. Il est légèrement rainuré pour faciliter l’accroche de la résine lors de la première couche. Il est monté sur une rotule avec 2 vis pour le réglage… et une 3e sur le dessus pour le montage sur l’axe Z.


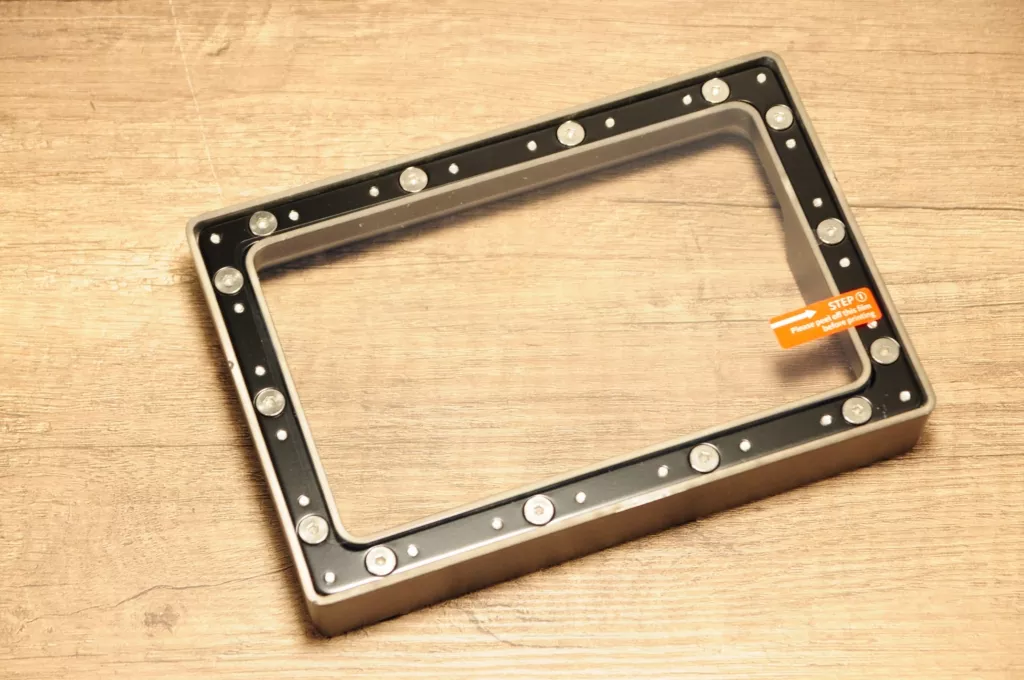
Ici, on voit le bac à résine avec son film FEP. Ce film est un consommable et il devra être changé régulièrement afin d’obtenir des rendus de qualité. Un tuto vidéo a été réalisé par Elegoo pour faire facilement ce changement. Un repère « Max » évitera de mettre trop de résine, avec un risque lors de la descente du plateau dans le bac. En haut à gauche, un creux sur le bord de la pièce permet de remplir et de vider facilement le bac.

Sous le capot
A l’intérieur, sur la face avant, nous avons le port USB qui est déporté avec une rallonge. Tout de suite, on remarque le gros dissipateur pour le refroidissement des LED. Au-dessous, un ventilateur de 80 mm est présent. Sans le cache, voici à quoi ressemble le bloc LED de 50w.


Sur le côté gauche, la carte mère avec la rallonge USB que l’on retrouve devant. De l’autre côté, nous avons un filtre à charbon, un ventilateur pour extraire l’air (chaud) vers le dessous de l’imprimante. Lors du démontage, j’ai remarqué que les 4 pieds étaient réglables pour stabiliser l’imprimante et éviter le débordement du bac à résine.


L’écran tactile est réactif. Les menus sont simples et assez limités… ce qui évite de se perdre dans les fonctions. Il permet d’avoir un aperçu de la pièce à imprimer avant son lancement. Une fois l’impression démarrée, vous verrez chaque couche se dessiner sur celui-ci.



Préparation avant l’impression
La mise en marche est rapide. Niveau montage, il n’y a que le joint à mettre sur le couvercle. Celui-ci n’a pas l’air de trop bien tenir, il faudra envisager de le coller. L’étape suivante sera de calibrer la première couche (comme sur toutes les imprimantes 3D), celle-ci est très importante pour un bon démarrage.


Lancement de la première impression
Avant toute chose, je préfère vous alerter : l’impression résine émet une odeur très forte ! Malgré le filtre intégré, je vous recommande de faire l’impression dans une pièce fermée, aérée (un garage avec une température de 17/18°C). L’idéal sera peut-être un caisson avec un système de filtre, avec un extracteur d’air vers l’extérieur par exemple.
Ensuite, on remue légèrement peu le pot de résine et on remplit le bac. Il faut faire attention à ne pas en mettre de trop et respecter le niveau MAX. N’oubliez pas que votre plateau va descendre dans le bac… ce qui aura pour effet de faire monter votre niveau de résine.

Il ne reste plus qu’à lancer l’impression. Malheureusement pour moi, la première impression fut un échec ! Au début, tout s’e déroulait normalement. Lors du levage de l’axe Z entre chaque couche, j’entendais bien la pièce se décoller du film FEP. Un peu plus tard, je me suis aperçu que les pièces se décollaient du plateau. A noter qu’il est possible de contrôler l’impression en appuyant sur le bouton pause. Le plateau remonte relativement haut pour inspecteur la pièce.


Pour mon deuxième essai, j’ai refait le Z Offset avec le bac monté et sans feuille. Cette solution m’a été proposée par une communauté sur Facebook. Je n’ai pas relancé les tours de test, car les 5 premières couches sont réglées sur 50 secondes ce qui est trop juste. J’ai lancé une figure déjà réalisée avec ma Prusa afin constater la différence entre les 2 types de machines. Pour cette pièce, je suis passé à 70 secondes pour les 5 premières couches.
Comment préparer un fichier ?
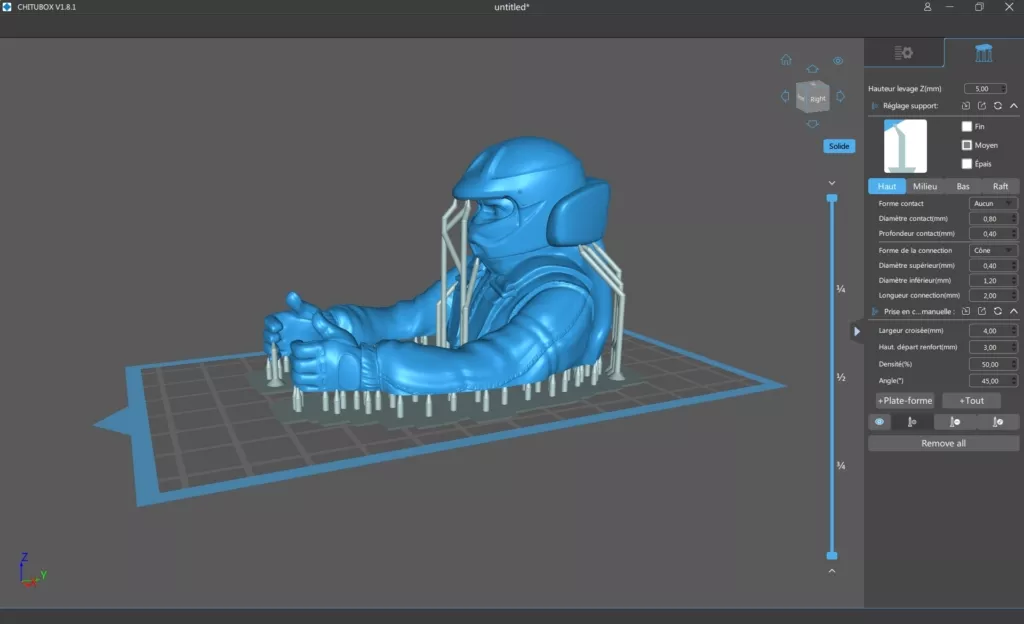
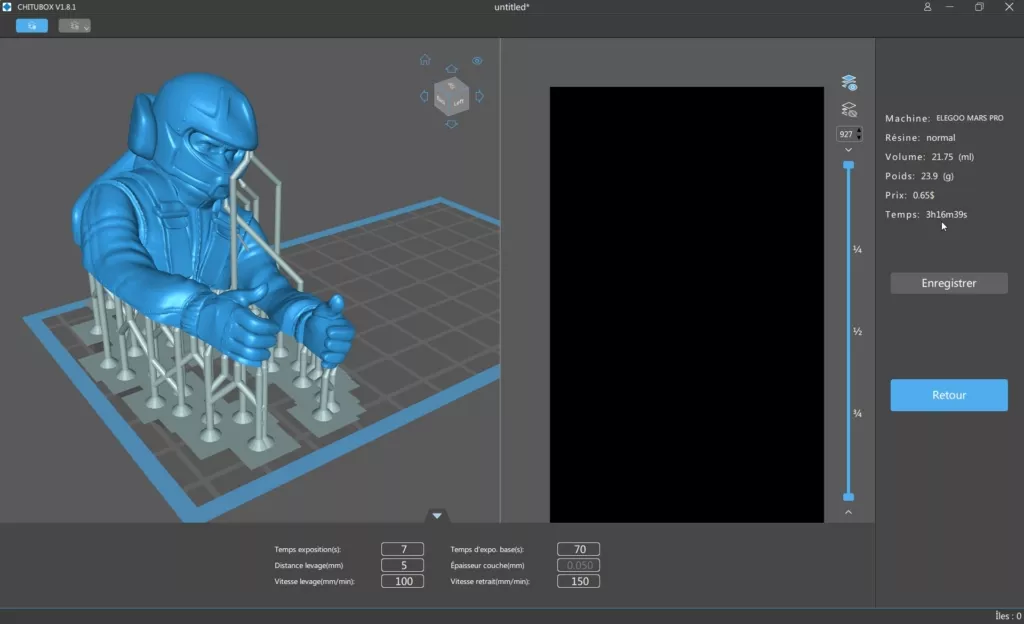
Comme pour les imprimantes FDM, on utilise un slicer. Ce dernier a pour but notamment de découper le fichier en couche. Avec Elegoo, c’est le logiciel Chitubox qui est utilisé. Cependant, il y en a d’autres comme Lycheeslicer. On importe son modèle et on le place sur le plateau. Il n’est pas recommandé de le poser directement à plat. Le fait d’avoir trop de grandes zones plates peut provoquer un décollement du plateau. Le fait d’avoir aussi des supports et une plus grande surface n’est pas bon… j’en ai aussi fait les frais.
Ici, avec mon premier fichier découpé, les supports n’ont pas réussi à retenir la pièce lorsque l’imprimante à monter pour la décoller du film FEP pour passer à la couche suivante. Sur la seconde image, vous pouvez constater ce que l’écran va afficher pour que la lumière UV passe là où le blanc sera transparent.

Voici la pièce en échec
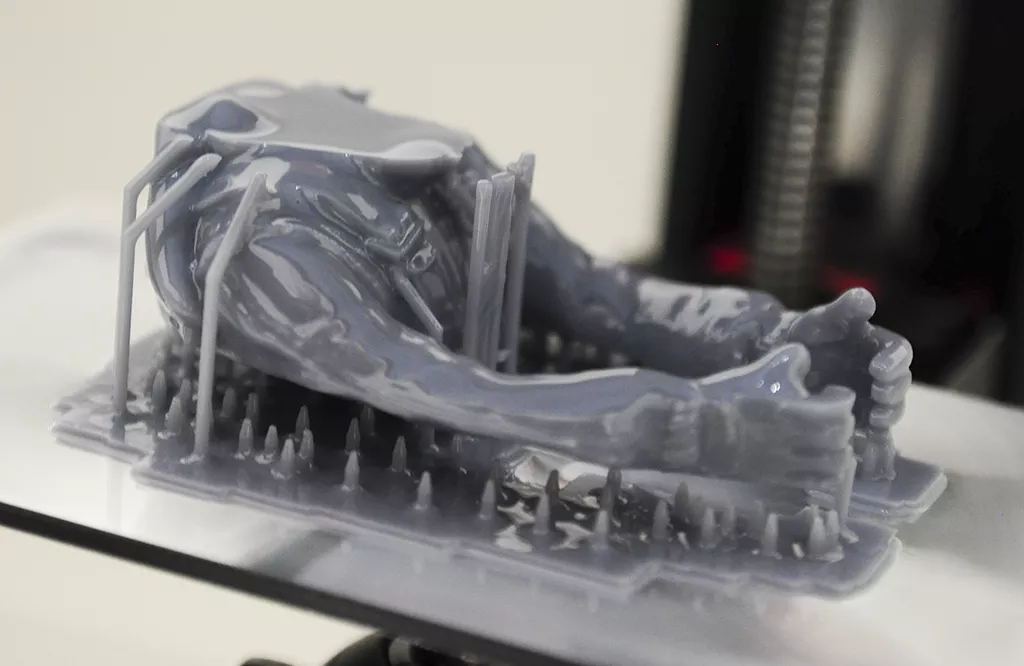
Pour la 3e tentative, j’ai tout simplement mis des supports plus gros. Si j’ai réussi, ce n’est pas le mieux. En effet, cela laisse plus de marques sur la pièce.


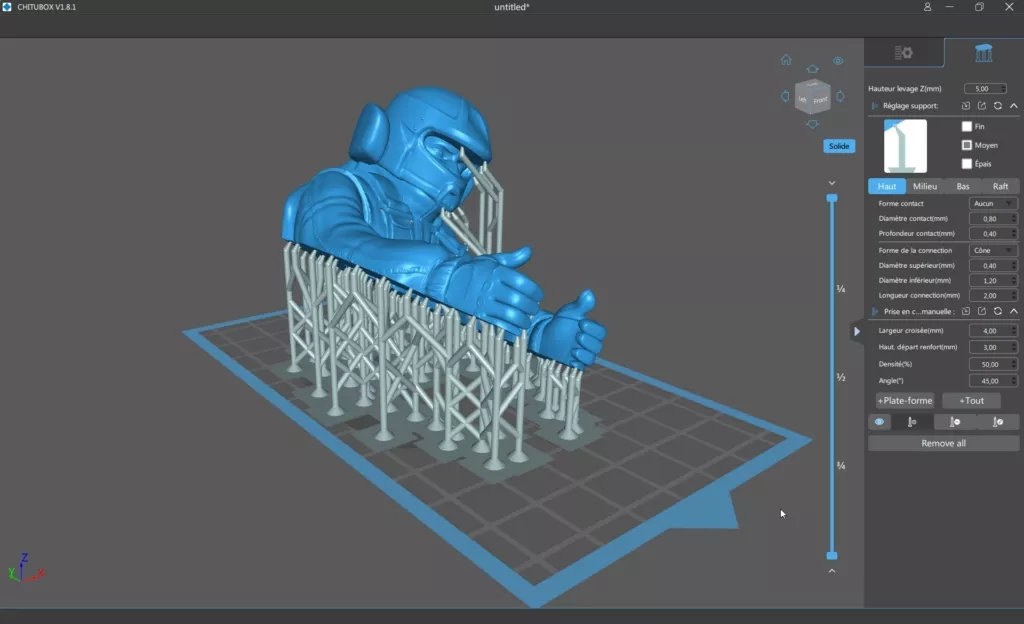
La meilleure solution, c’est d’incliner sa pièce. Cela permettra de limiter les grandes surfaces en contact avec le FEP, voici un exemple de positionnement. Sur la coupe, on voit que les bras vont être fait un par un.

Impression terminée… place au post-traitement
Notre pièce s’est terminée en 3h. Attention, ce n’est pas fini. L’inconvénient de l’impression résine, c’est qu’il y a un post-traitement important… mais la qualité finale ne sera que meilleure. Il y a 2 étapes importante : le rinçage et le passage aux UV pour polymériser la pièce.
La première étape va être le rinçage de la pièce avec de l’alcool isopropylique. L’objectif est de retirer toute la résine restante sur votre pièce. Vous pouvez le faire à la main dans un bac ou vous équiper d’une machine de lavage (spécialement conçue). J’ai opté pour la machine… J’ai acheté l’Elegoo Mercury Plus. L’avantage de cette machine, c’est qu’on va laver la pièce, mais elle sera également utile pour le passage aux UV. Elle permet de retirer son plateau de l’Elegoo Mars Pro, de le monter sur la Mercury et de rincer la pièce. Le processus est assez simple. On remplit le bac avec de l’alcool isopropylique, on programme une durée… et une hélice va créer un courant. À mi-temps, le sens de rotation change tout seul.


Aussi, vous pourrez utiliser le panier fourni pour faire le lavage. Durant le bain avec le plateau, la pièce s’est décollée et a tapé l’hélice… ce qui a marqué le casque de mon pilote. En effet, la résine reste relativement mole une fois imprimée, d’où le besoin de passer aux UV.

Voici notre pièce sortie de son bain. À ce stade, je vous conseille de retirer les supports. La résine est encore molle, ce sera plus facile. En cas de marques, vous pourrez aussi gratter et étaler légèrement la résine pour masquer un défaut. On peut apercevoir le coup de l’hélice sur le casque.


La dernière phase du post-traitement, c’est le passage aux UV. Cette étape va durcir la résine. Toujours avec la Mercury, on va remplacer le bac d’alcool par un plateau tournant sur lequel on va poser notre pièce. Je ne connais pas vraiment le temps nécessaire. J’ai fait 2 fois 2 minutes 30. Attention avec les résines blanches, il est recommandé de faire plusieurs cycles courts, car sinon… la pièce va jaunir.


Voici notre figurine terminée ! Le résultat est meilleur qu’avec une imprimante résine… mais pourquoi ? Cela vient principalement de la hauteur des couches. En effet, avec la Elegoo par défaut, les couches sont de 0,05 avec une impression en seulement 3h. Aussi, vous pouvez descendre jusqu’à 0,01. Avec une imprimante de type FDM (figurine blanche ci-dessous), les impressions sont le plus souvent par couche de 0,15 voire 0,20. Pour la même figurine en 0,15 avec la FDM, il m’a fallu 5 heures. Sur la figurine en résine, on remarque une grande démarcation. Je pense que la cause vient des pauses que j’ai faites durant l’impression pour faire monter le plateau et m’assurer que l’impression se déroulait correctement.


J’ai ensuite imprimé une seconde figurine, un buste de Mercredi Addams (11 cm). L’impression a fonctionné du premier coup, je n’ai eu aucun souci. Il aura fallu 9 heures d’impression.


Voici des photos réalisées en plein jour et avec un appareil photo reflex, les défauts ne sont donc pas aussi visibles à l’œil nu. L’ensemble est très bon, le petit point sur la gorge, c’est la marque d’un support. Les détails dans les cheveux sont magnifiques.


Sur le visage, on aperçoit très bien les détails au niveau des lèvres également. Cependant, j’ai aussi des défauts sur la tempe.


Avantages et inconvénients de l’impression 3D résine
Les avantages sont la qualité et la rapidité d’impression. Aussi, vous pouvez multiplier le nombre de pièces sur un même plateau, cela n’augmentera pas le temps d’impression (chaque couche demande 7 secondes). Voici un exemple pour une durée de 3 heures et 16 minutes… Le temps reste identique.

Malheureusement, il y a plusieurs inconvénients. Le premier (et pas des moindres), c’est l’odeur que dégage l’imprimante durant les impressions. Malgré le filtre, il faudra imprimer dans un garage, une cave… ou dans un caisson avec un système de filtrage d’air (avec une extraction vers l’extérieur si possible). Ensuite, le post-traitement prend du temps… mais le résultat est au rendez-vous. Vous pourrez me dire que le plateau est petit, mais sachez qu’Elegoo dispose d’une imprimante plus grande, la Saturne avec un plateau de 192 x 120 x 200 mm.
Je ne pourrai pas vous dire si la Elegoo Mars Pro est meilleure qu’une autre, car c’est ma première imprimante SLA. Ce n’était pas le but de cet article. Comme pour toute impression 3D, il est important de bien se documenter, prendre le temps de tester, faire des essais de réglages… mais ce qui est sûr, c’est que les impressions sont de qualité.
Aujourd’hui Elegoo a sorti la Mars Pro 2 qui apporte plus de rapidité dans l’impression par couche. On passe de 7 secondes avec la Mars PRO à 2,5 secondes avec la Mars PRO 2 grâce à un nouvel écran LCD monochrome.